給水塗塑複合鋼管
 91大香蕉管業,致力於塗塑及防腐保溫管道
91大香蕉管業,致力於塗塑及防腐保溫管道 

 全國服務熱線
全國服務熱線
飲用水(shuǐ)塗塑鋼管(guǎn)
給排水(shuǐ)管道工程
焊接連接
2020-06-17
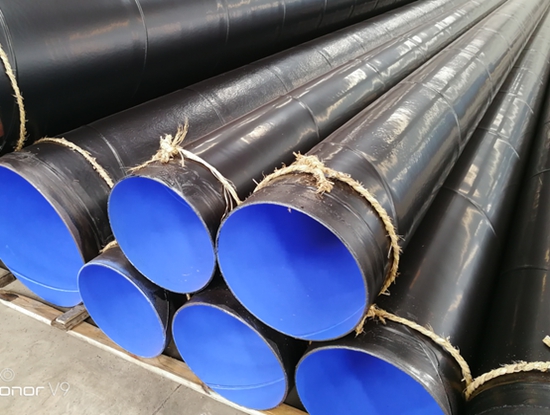
飲用(yòng)水塗塑鋼管,塗塑鋼管,又名鋼塑複合管、塗塑複合鋼管,是采用PE(改性聚乙烯)進行熱浸塑或EP(環氧樹脂)進(jìn)行內外塗覆的產品,具有優(yōu)良的耐腐蝕性能。同(tóng)時塗層本身還具有良(liáng)好的電
飲用水塗塑(sù)鋼管,塗塑鋼管,又名鋼塑複合管、塗塑複合鋼(gāng)管,是采用PE(改(gǎi)性聚(jù)乙烯)進行熱浸塑或EP(環氧樹脂)進(jìn)行內外塗覆的產品,具有優良的(de)耐腐蝕性能。同時塗層(céng)本身還具有良好的電(diàn)氣絕緣(yuán)性,不會產生(shēng)電蝕。吸水率(lǜ)低,機械強度(dù)高,摩擦係數(shù)小,能夠達到長期使用(yòng)的目的。還能有效的防止植物根係及土壤環境(jìng)應力的破壞等。連接便捷、維修簡便。
技術說明
管道種類:內(nèi)外塗塑、內塗塑及外鍍鋅內塗
塗層(céng)材料(liào):環氧樹脂、聚乙(yǐ)烯
產品顏色:紅色、白色、藍色和灰色(可根據客戶要求(qiú)選定顏色)
加工工藝:熱浸塑、高壓靜電噴(pēn)塗、滾(gǔn)塑、包塑
管道(dào)規(guī)格:DN15-DN2200(大可以(yǐ)加工(gōng)到3200)
執行標準:CJ/T120-2008 給水塗塑複合鋼管
安(ān)全性能(néng):均複合GB/T17219標準
衝擊強度:≥55kg
膠化時間:≤120(200℃)
連接方式(shì):卡箍、法蘭及絲扣,埋地(dì)可以用雙(shuāng)金屬焊接或(huò)無損傷連接
檢測方法
外觀檢查
目測檢查塗覆鋼管的外觀質量,試驗結果應(yīng)符合5.1的規定。
厚度測(cè)量
從塗覆鋼管的兩(liǎng)端取不同(tóng)長度的兩個橫斷麵,在每個橫斷麵用電磁測厚儀測量圓周上直交的任意四點的塗層厚(hòu)度,試驗結果應(yīng)符合5.4的規定。
針孔(kǒng)試驗
管段試件長度約為1000 mm,用電火花檢漏儀對鋼管塗層在規定試驗(yàn)電壓下進行檢查(chá),塗層厚度不大於0.4mm,試驗電壓為1500 V,塗層(céng)厚度大於0.4 mm,試驗電壓為2000 V。檢(jiǎn)查有無電火花產生,試驗結果應符合5.5的規定。
附著力試驗
附著(zhe)力試驗按CJ/T 120-2008中7.4.2進行,試驗結果應符(fú)合5.6的規定(dìng)。
彎曲試驗
DN≤50mm的塗(tú)覆鋼管進行(háng)彎(wān)曲試驗。管段試件(jiàn)長度為(1200±100) mm。
在溫度為(20±5) ℃的環境下,以鋼管(guǎn)公稱通徑的8倍為曲率半徑,彎曲角度為30o,在彎管機或模具上進(jìn)行彎曲。彎(wān)曲試驗時管內不帶填充(chōng)物,焊縫位於彎曲主麵的側麵。
試驗後,從彎曲圓弧的中部將試件剖開,檢查內(nèi)塗層,試驗結果應符合5.7的(de)規定。
壓扁試驗
DN>50 mm的塗覆鋼管進行壓扁試驗。管段(duàn)試件尺寸長為(50±10) mm。
在溫度為(20±5) ℃的環境下,如圖1所(suǒ)示,將試件置於兩平板之間,在壓力試驗機上逐漸(jiàn)壓縮至兩平板間距離為試(shì)件外徑的五分之四(sì),壓扁時(shí)塗覆鋼管焊縫垂直於載荷施加方(fāng)向。試驗後,檢查內塗層,試驗結(jié)果應(yīng)符合5.8的規定。
壓扁試(shì)驗
衝擊試驗
從塗覆鋼管的任意位置切(qiē)取長約100 mm的試樣,在溫度為(20±5) ℃的環境下,如圖2所示,按表2的規定進行衝(chōng)擊試(shì)驗,觀察內塗層的(de)損壞情況。試驗時(shí),焊縫(féng)應在衝(chōng)擊(jī)麵(miàn)相反的方向,試驗結果應(yīng)符合(hé)5.9的規定。
表(biǎo)2 衝(chōng)擊試驗條件
公稱通徑 DN
mm錘重,kg落下高度,mm
15~251.0300
32~502.1500
65
80~3006.31000
衝擊試驗裝置
真空試驗
管段試件(jiàn)長度為(500±50) mm,使(shǐ)用適(shì)當(dāng)的措施堵住管道(dào)進出口,從進口逐漸增(zēng)加負壓至660 mm汞柱,保持1 min,試驗後檢查內塗層,試驗結果應符合5.10的規定。
高溫試驗
管段試件長度為(100±10) mm,將試件放置在恒溫箱中,升溫至(300±
技術說明
管道種類:內(nèi)外塗塑、內塗塑及外鍍鋅內塗
塗層(céng)材料(liào):環氧樹脂、聚乙(yǐ)烯
產品顏色:紅色、白色、藍色和灰色(可根據客戶要求(qiú)選定顏色)
加工工藝:熱浸塑、高壓靜電噴(pēn)塗、滾(gǔn)塑、包塑
管道(dào)規(guī)格:DN15-DN2200(大可以(yǐ)加工(gōng)到3200)
執行標準:CJ/T120-2008 給水塗塑複合鋼管
安(ān)全性能(néng):均複合GB/T17219標準
衝擊強度:≥55kg
膠化時間:≤120(200℃)
連接方式(shì):卡箍、法蘭及絲扣,埋地(dì)可以用雙(shuāng)金屬焊接或(huò)無損傷連接
檢測方法
外觀檢查
目測檢查塗覆鋼管的外觀質量,試驗結果應(yīng)符合5.1的規定。
厚度測(cè)量
從塗覆鋼管的兩(liǎng)端取不同(tóng)長度的兩個橫斷麵,在每個橫斷麵用電磁測厚儀測量圓周上直交的任意四點的塗層厚(hòu)度,試驗結果應(yīng)符合5.4的規定。
針孔(kǒng)試驗
管段試件長度約為1000 mm,用電火花檢漏儀對鋼管塗層在規定試驗(yàn)電壓下進行檢查(chá),塗層厚度不大於0.4mm,試驗電壓為1500 V,塗層(céng)厚度大於0.4 mm,試驗電壓為2000 V。檢(jiǎn)查有無電火花產生,試驗結果應符合5.5的規定。
附著力試驗
附著(zhe)力試驗按CJ/T 120-2008中7.4.2進行,試驗結果應符(fú)合5.6的規定(dìng)。
彎曲試驗
DN≤50mm的塗(tú)覆鋼管進行(háng)彎(wān)曲試驗。管段試件(jiàn)長度為(1200±100) mm。
在溫度為(20±5) ℃的環境下,以鋼管(guǎn)公稱通徑的8倍為曲率半徑,彎曲角度為30o,在彎管機或模具上進(jìn)行彎曲。彎(wān)曲試驗時管內不帶填充(chōng)物,焊縫位於彎曲主麵的側麵。
試驗後,從彎曲圓弧的中部將試件剖開,檢查內(nèi)塗層,試驗結果應符合5.7的(de)規定。
壓扁試驗
DN>50 mm的塗覆鋼管進行壓扁試驗。管段(duàn)試件尺寸長為(50±10) mm。
在溫度為(20±5) ℃的環境下,如圖1所(suǒ)示,將試件置於兩平板之間,在壓力試驗機上逐漸(jiàn)壓縮至兩平板間距離為試(shì)件外徑的五分之四(sì),壓扁時(shí)塗覆鋼管焊縫垂直於載荷施加方(fāng)向。試驗後,檢查內塗層,試驗結(jié)果應(yīng)符合5.8的規定。
壓扁試(shì)驗
衝擊試驗
從塗覆鋼管的任意位置切(qiē)取長約100 mm的試樣,在溫度為(20±5) ℃的環境下,如圖2所示,按表2的規定進行衝(chōng)擊試(shì)驗,觀察內塗層的(de)損壞情況。試驗時(shí),焊縫(féng)應在衝(chōng)擊(jī)麵(miàn)相反的方向,試驗結果應(yīng)符合(hé)5.9的規定。
表(biǎo)2 衝(chōng)擊試驗條件
公稱通徑 DN
mm錘重,kg落下高度,mm
15~251.0300
32~502.1500
65
80~3006.31000
衝擊試驗裝置
真空試驗
管段試件(jiàn)長度為(500±50) mm,使(shǐ)用適(shì)當(dāng)的措施堵住管道(dào)進出口,從進口逐漸增(zēng)加負壓至660 mm汞柱,保持1 min,試驗後檢查內塗層,試驗結果應符合5.10的規定。
高溫試驗
管段試件長度為(100±10) mm,將試件放置在恒溫箱中,升溫至(300±